Hi DynoMotion Members !
In my introductory post some weeks back I shared that I’ve
been using my machine to cut rapid proto-molds for the UAV industry. I've been
having good luck and my customers are happy. However, I’ve been chasing an
issue with configuring the trajectory planner since day one. Although I've studied the info on the site, I still don’t have a firm grasp on how the
numbers influence reality.
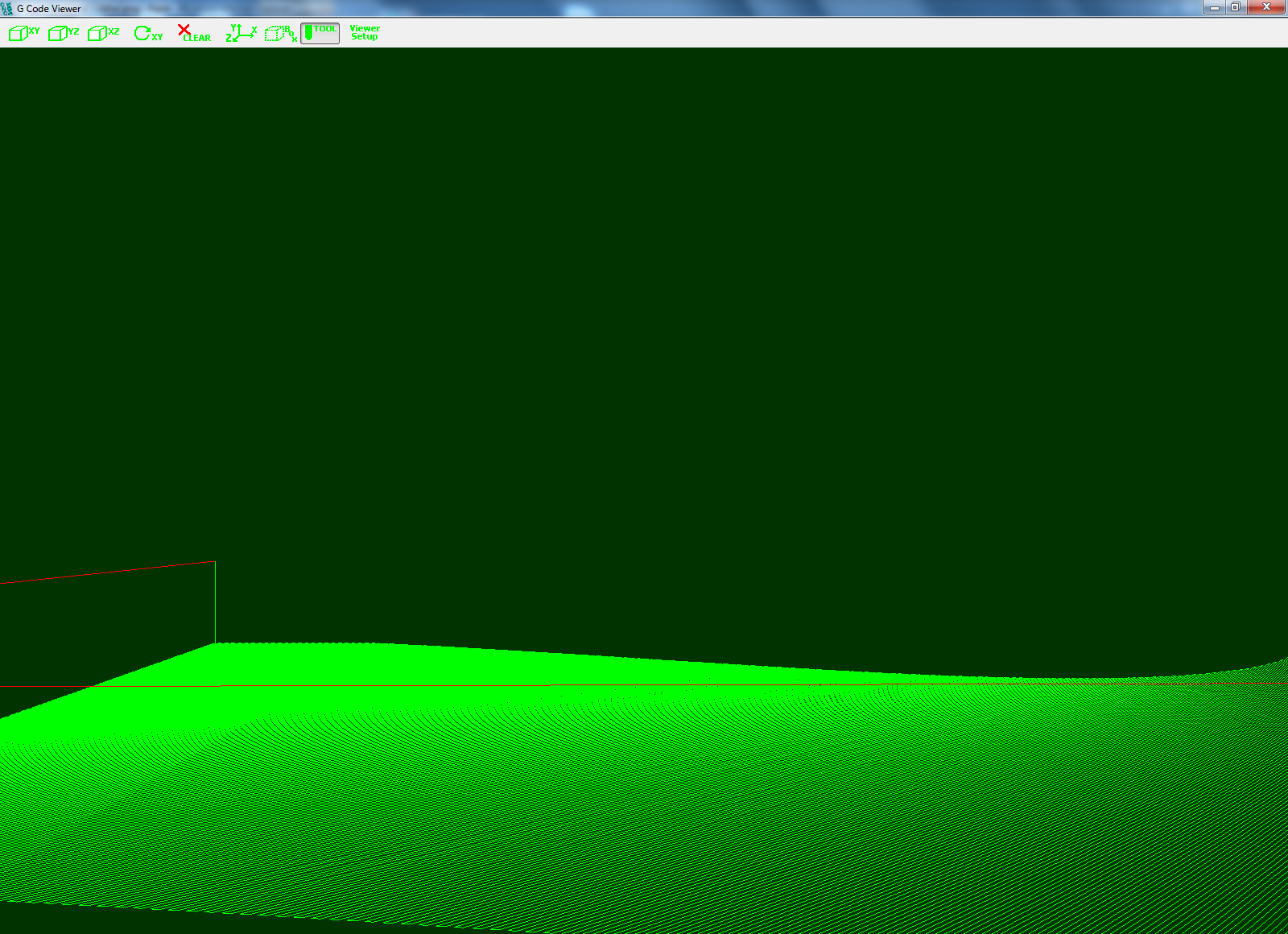
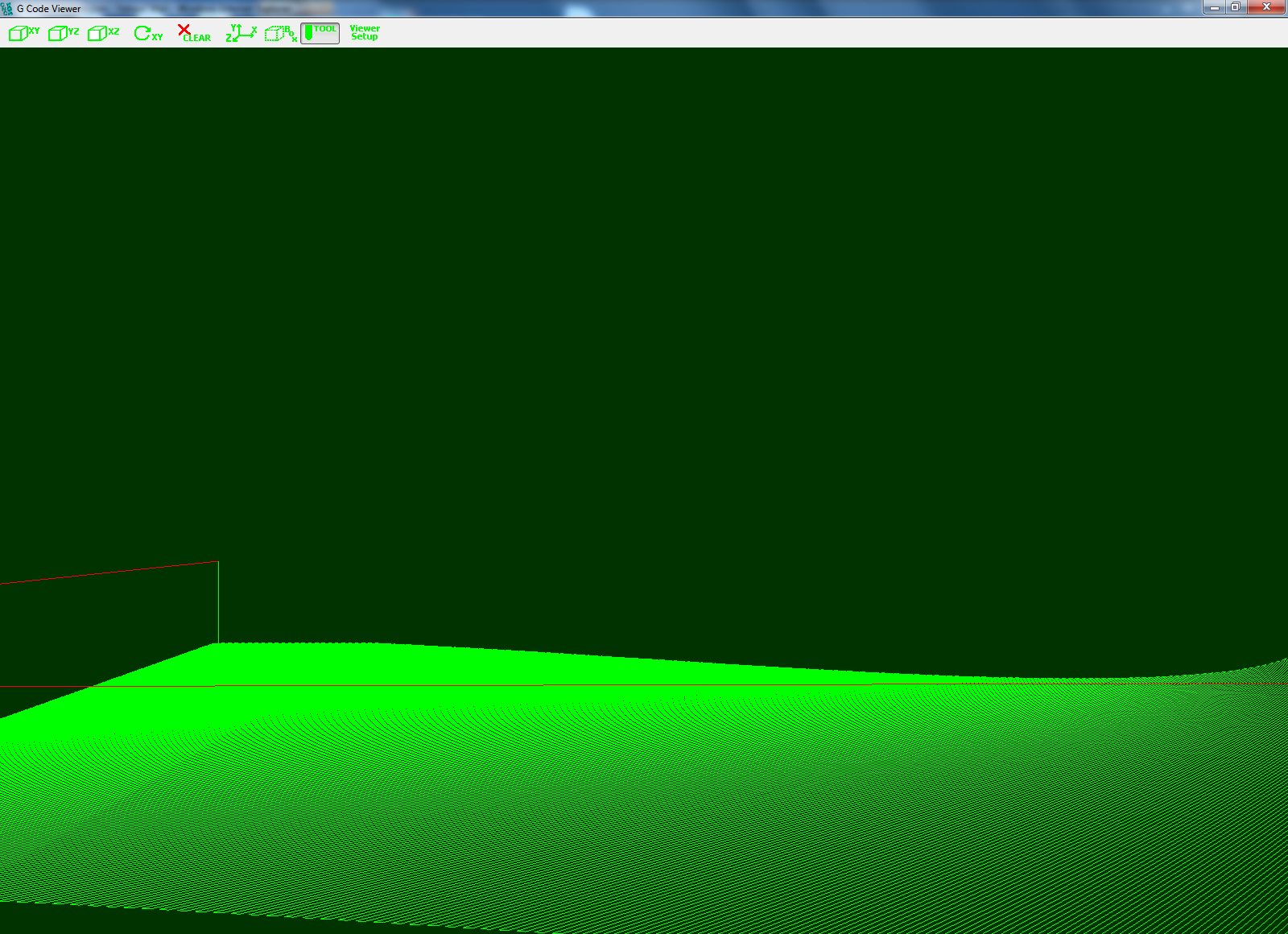
Attached are photos I took of a test I ran today.
Here is my setup details
Material
= a Corian type solid surface material
IPM = 360
Cutter =
Harvey Tool, 0.25” 2 flute HS Plastic
Step over
= 0.015
Finish
pass depth of cut = .025
The attached images show the issues I’m seeing very clearly.
Changing the settings in the trajectory planner is having a huge effect on my
geometry. The scary part is, the result is as if my machine is not cutting the Gcode I programmed… I know this is because I don't understanding what’s happening – but it freaks me out to think what I programmed isn't what I’m getting…
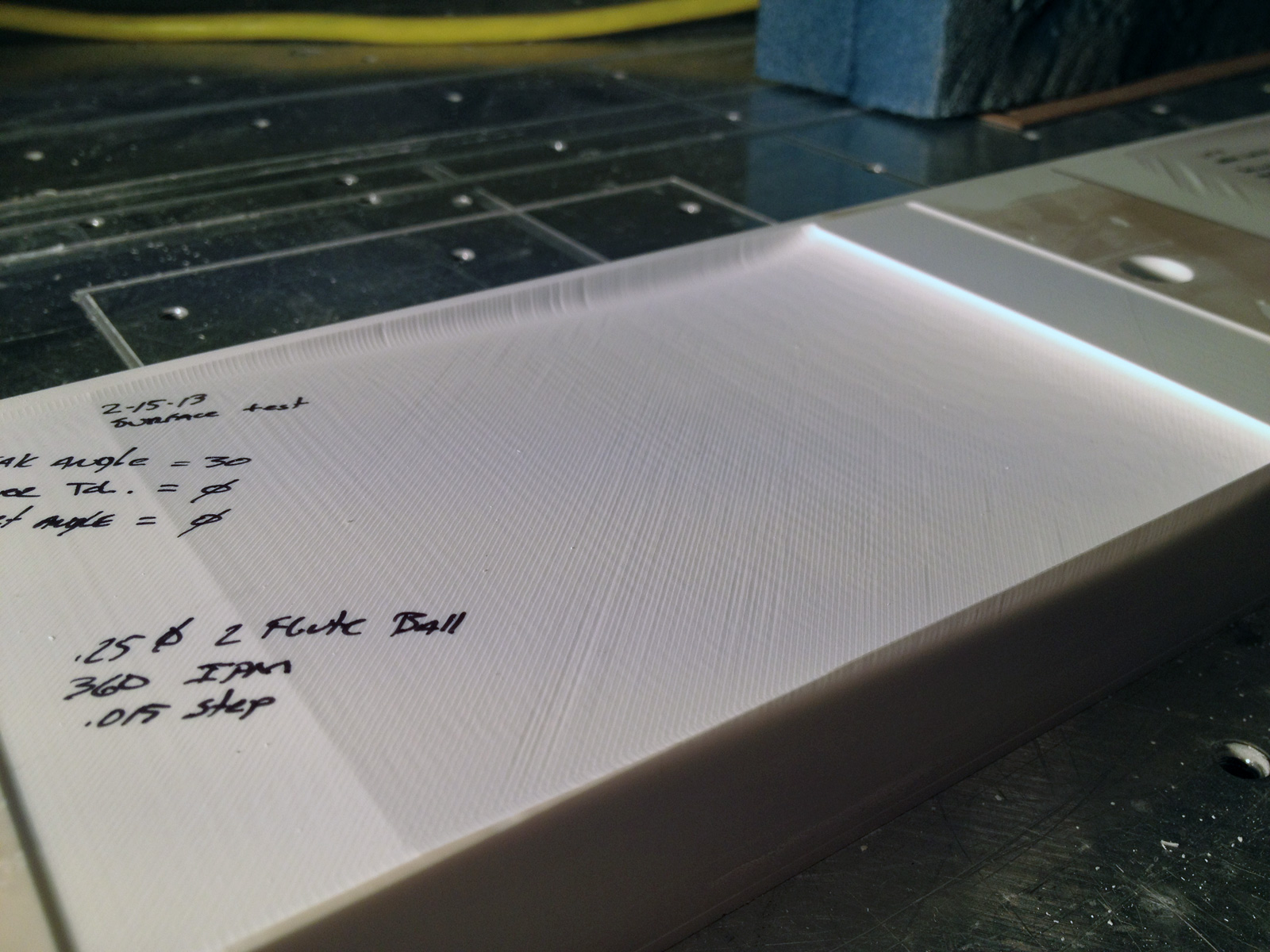
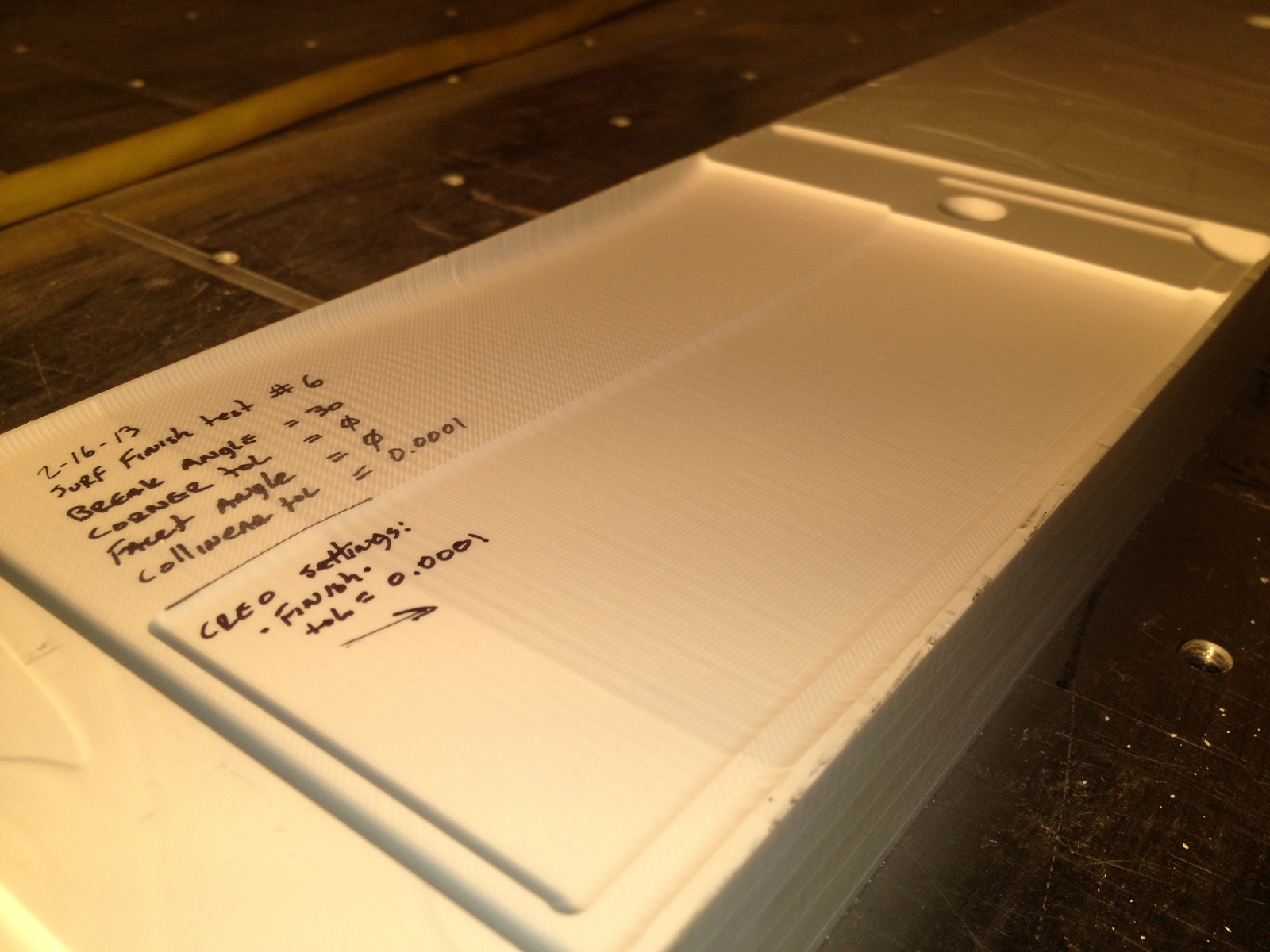
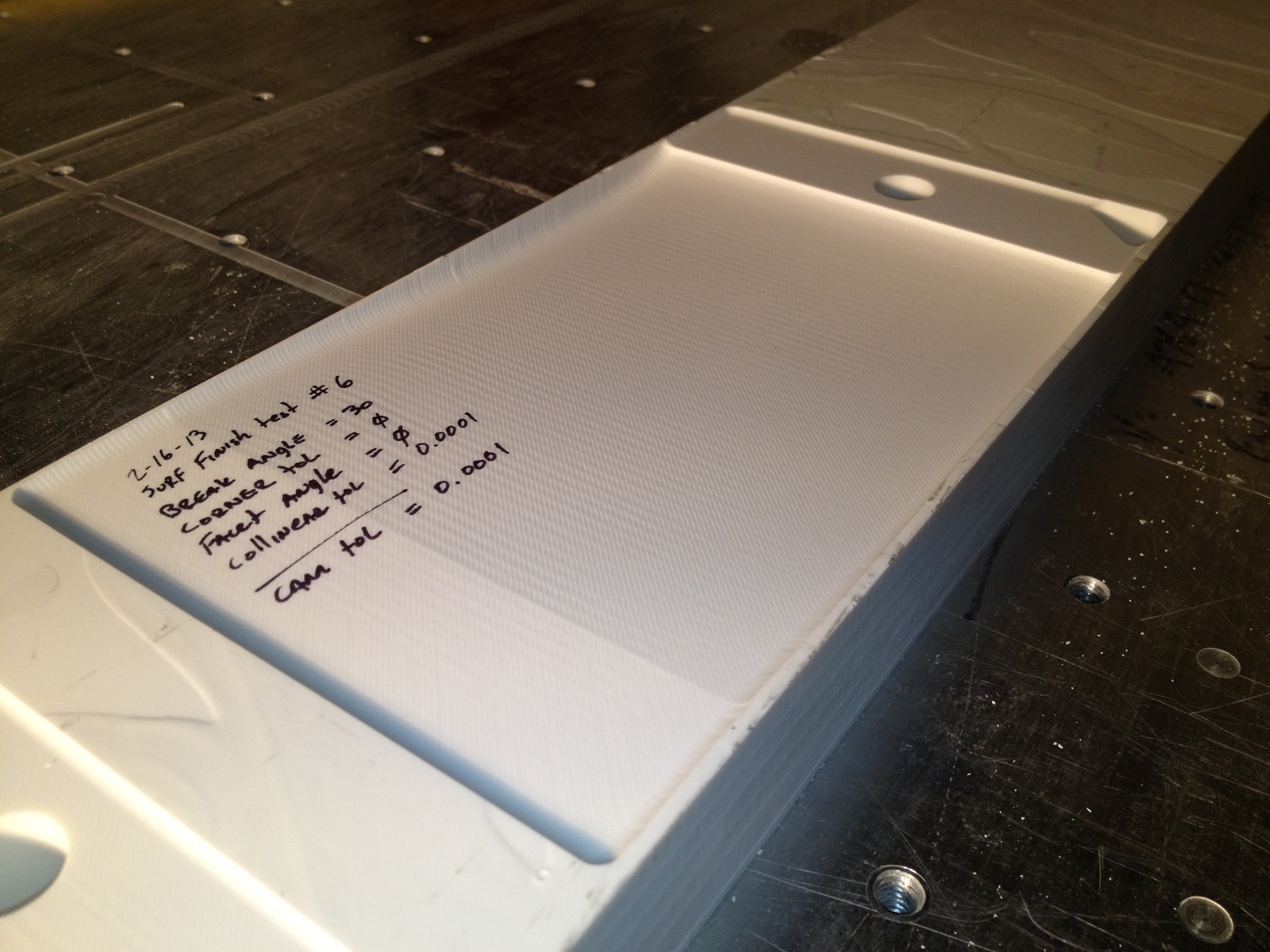
Surf_finish_1
Break Angle = 30
Corner Tolerance = 0
Facet Angle = 0
This is how I’ve been cutting all my parts as a work-around
since I couldn't get the trajectory planner setup correctly. With these
settings, I’d thought I’d effectively turned the trajectory planner off. The
surface finish is “ok”, but you can still see areas where the cutter passes
slightly deeper for no apparent reason.
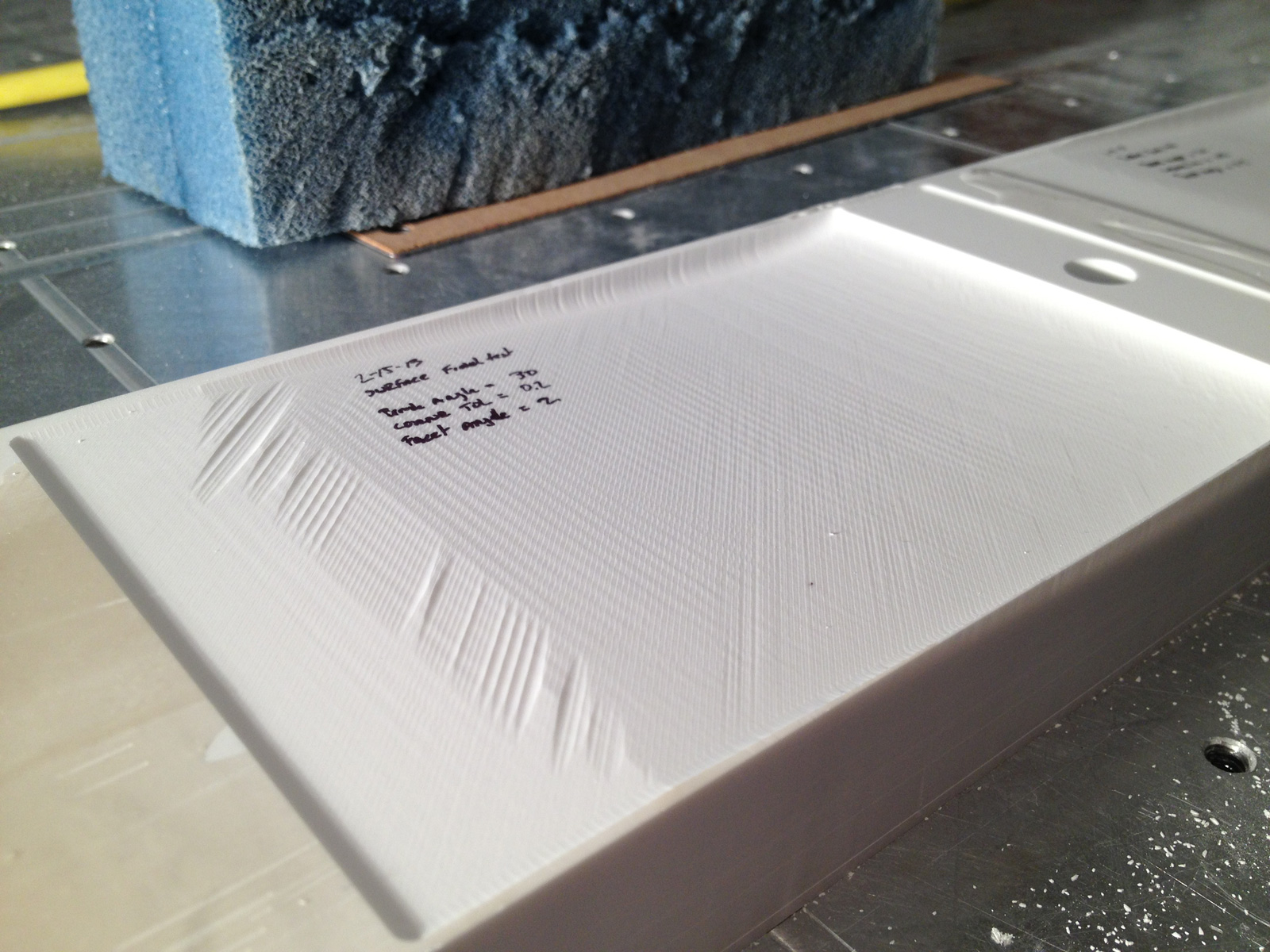
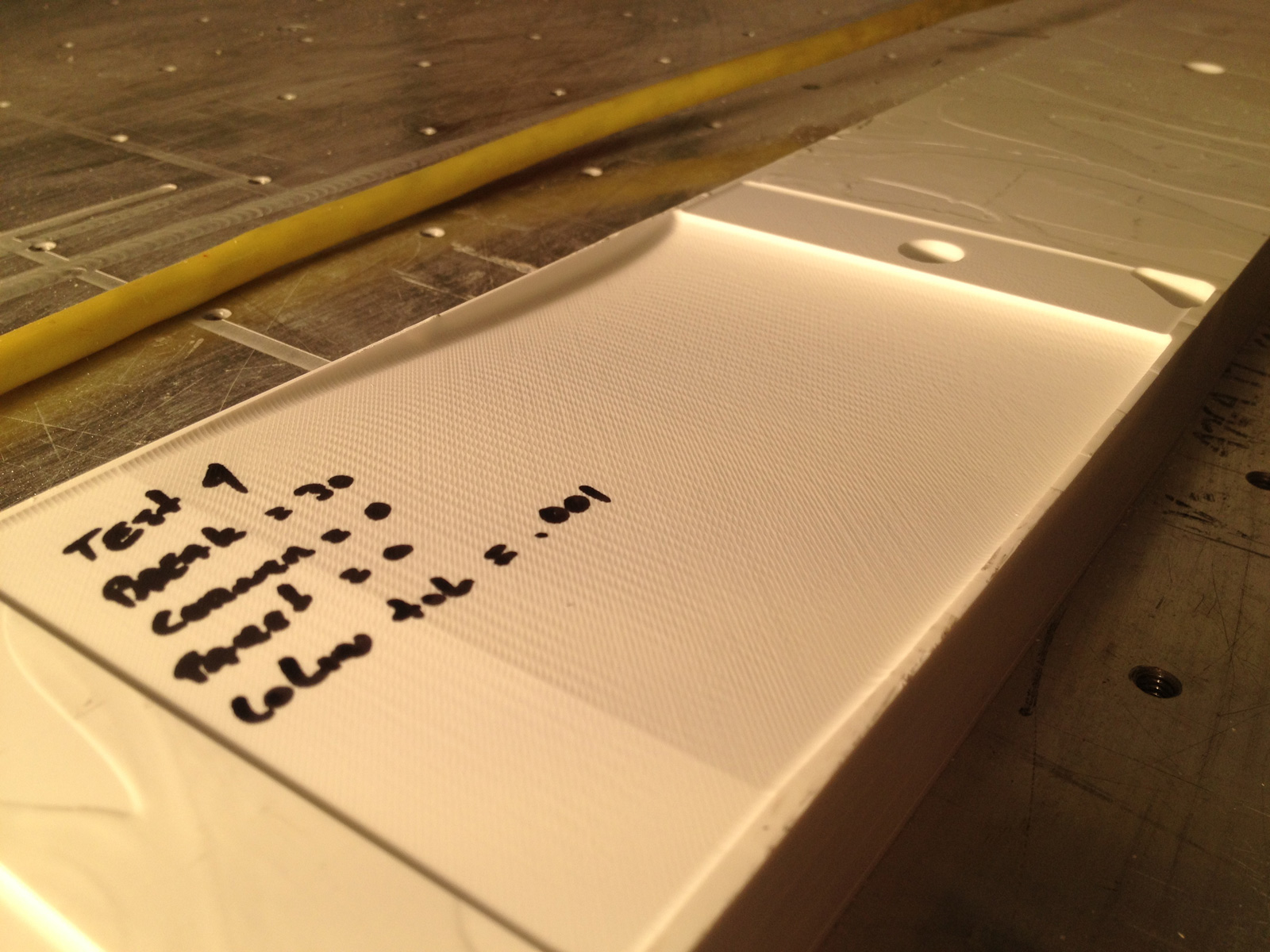
Surf_finish_2
Break Angle = 30
Corner Tolerance = 0.2
Facet Angle = 2
This cut was done with the settings that were in the planner
when I first took delivery of the machine. In this photo you can see how the
resulting cuts are radically wrong and the part is ruined.
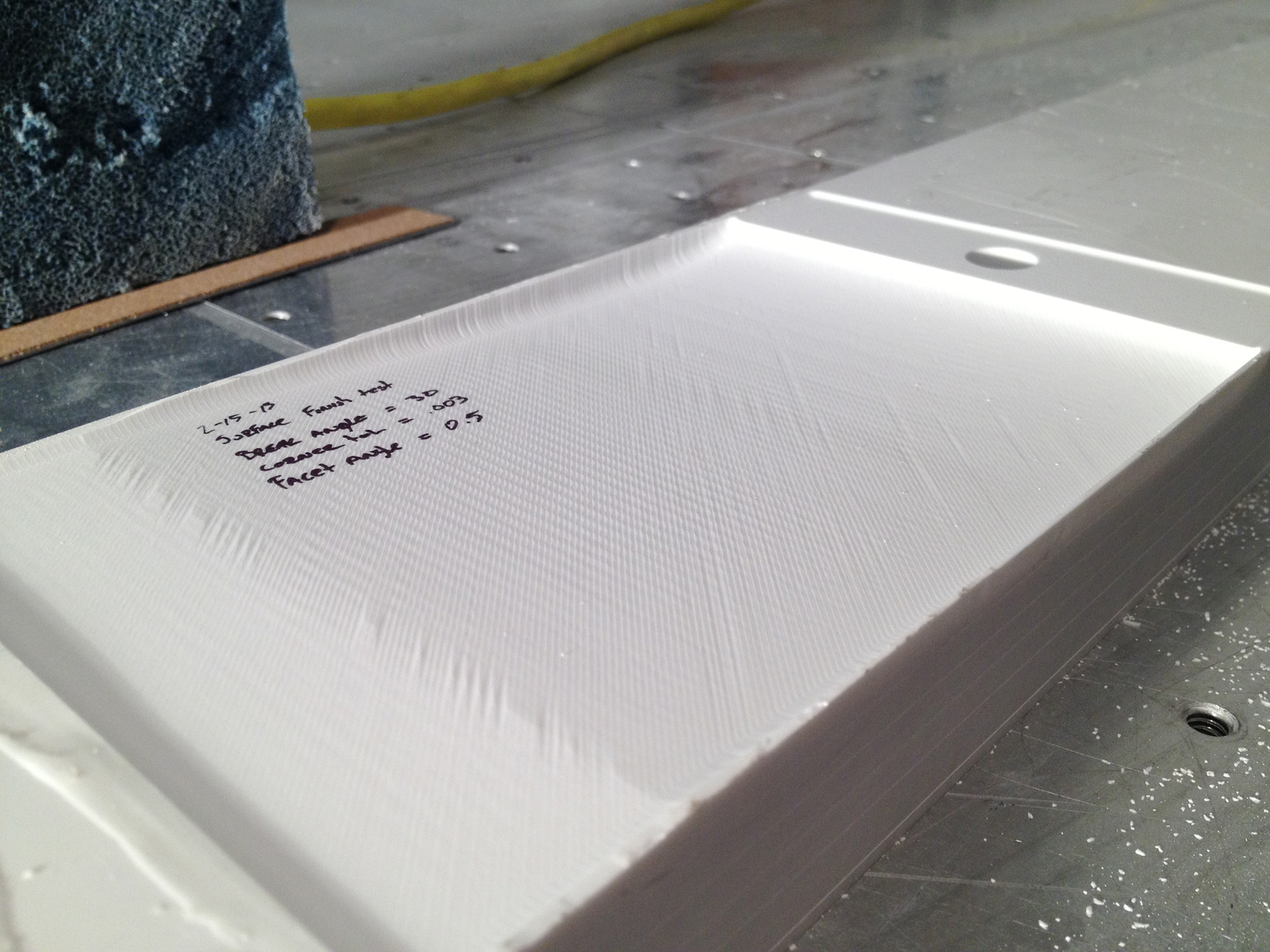
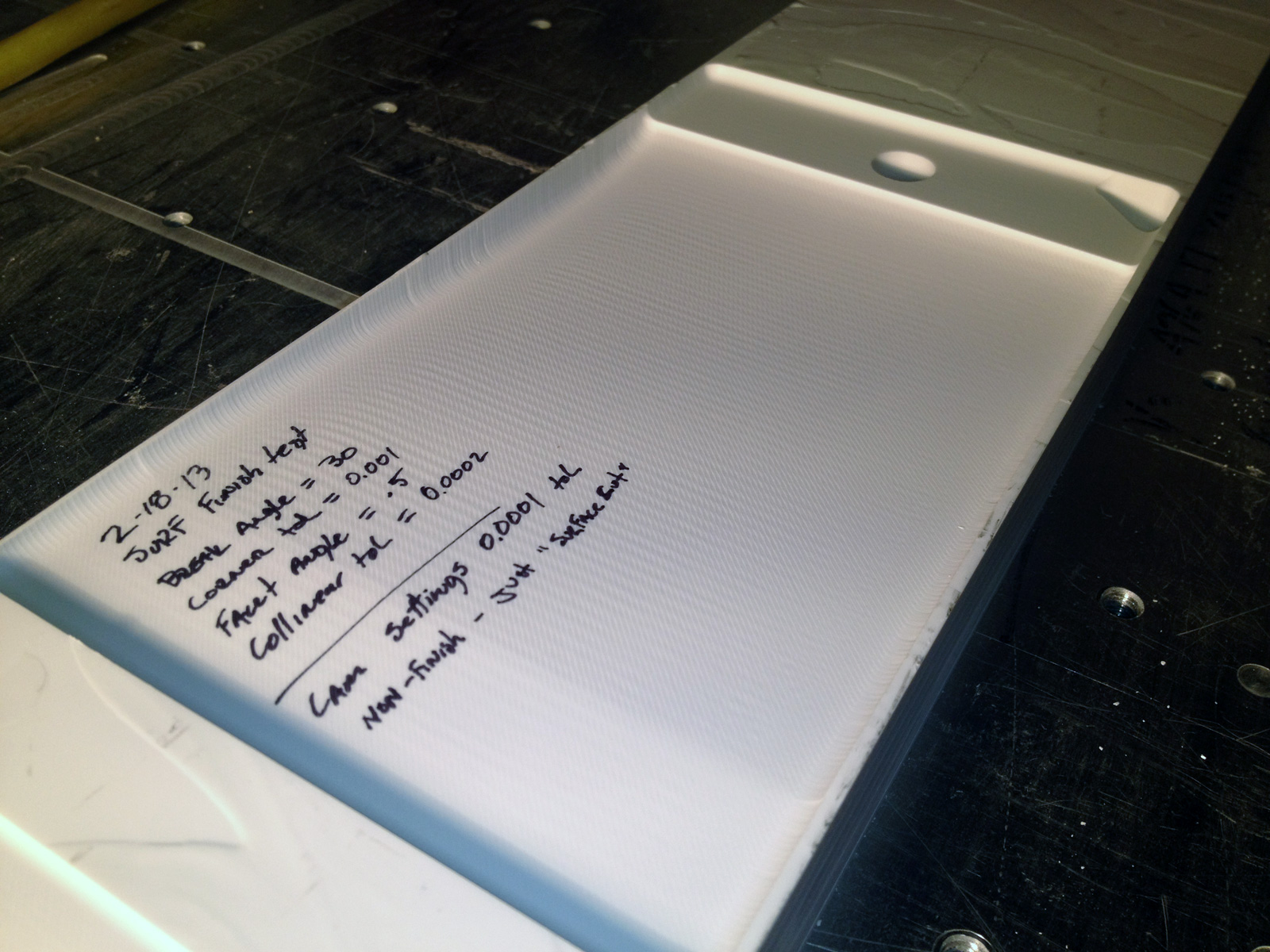
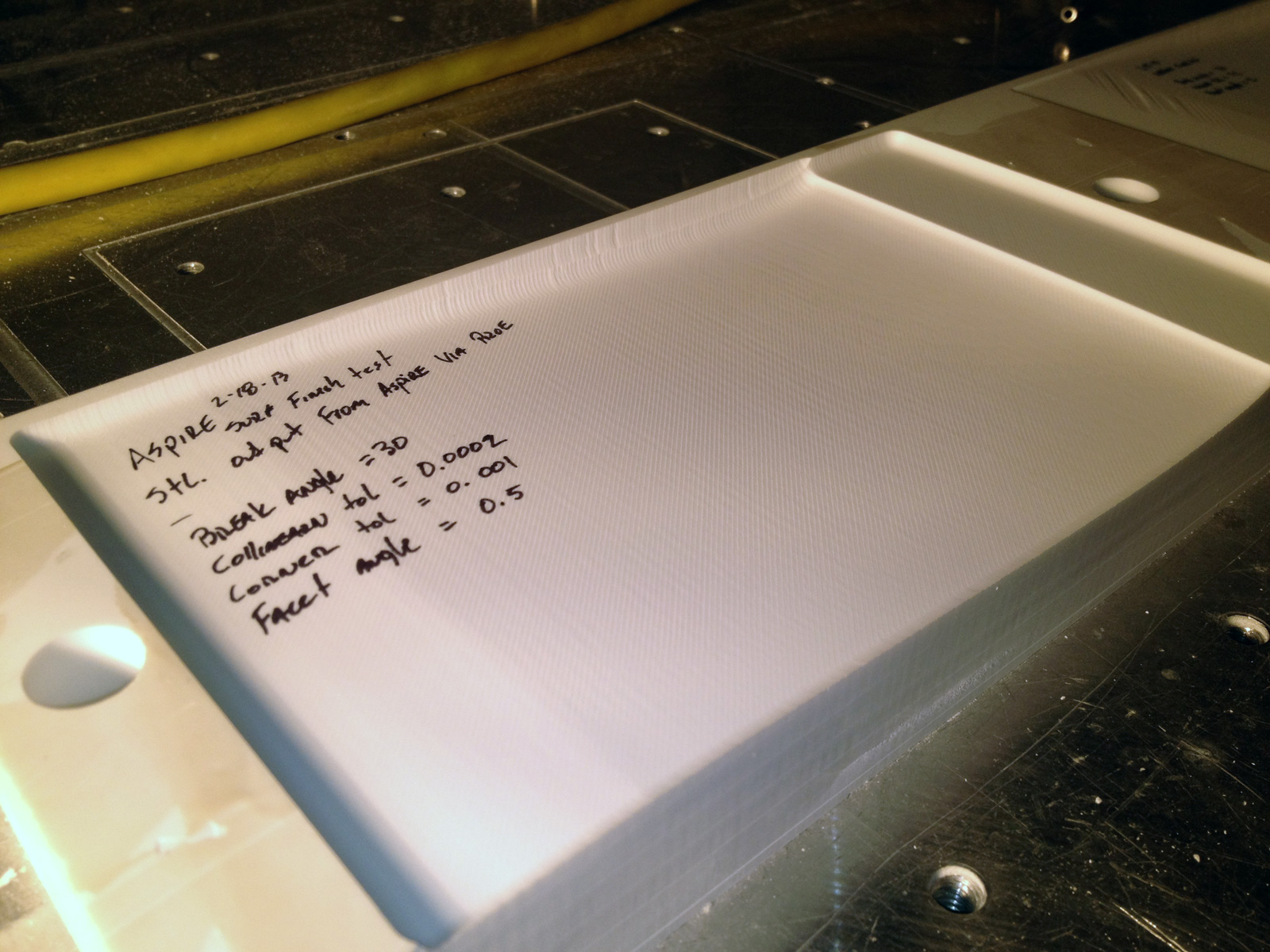
Surf_finish_3
Break Angle = 30
Corner Tolerance = 0.003
Facet Angle = 0.5
This cut is better than #2, but still not acceptable finish
quality.
I’m hoping someone can review the attached photos and give
me some pointers on what I’m doing wrong. I need to configure the trajectory
planner correctly for the best surface finish my machine is capable of. Keep in
mind, most of my geometry is airfoil shapes. The challenge is the curve angle is very low (less than 10deg) as the airfoil approaches the trailing edge of the wing, while its very high (almost 90deg) at the leading edge.
A side note on
overall machine flex / stiffness / ring…
I also cut many photo lithophones using a 0.03125 cutter
with a .003 step. The finish is AMAZING! I use the trajectory planner settings
that are used in photo “Surf_Finish_1" and never see any of these issues.
While the machine isn't a 250K VMC, its pretty darn stiff with little ring and
little flex.
thanks in advance for any help!
Dave
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}